
“Biologics aren’t new, they have been around for over 30 years, yet as an industry we’re still operating on the ‘process is the product’ principle to make them, following fixed processes that have been established a long time,” states Andy Topping, Ph.D., CSO at FUJIFILM Diosynth Biotechnologies, during the recent BioProcess UK conference in Cardiff, Wales. He adds: “We’re using slightly more design of experiments (DoE) and multivariate approaches in process development, but for plant operation, we’re still trying to boil it down to simple recipes we can use in production. Despite the FDA setting expectations of us using process analytical technologies [PAT] in 2003/2004 to work toward adaptive manufacturing [more than] a decade later, we’re still largely using recipe-based approaches in [the] plant.”
Speakers at the conference agreed that adaptive manufacturing where upstream and downstream bioprocessing is integrated and controlled by automation to continuously respond to real-time measurement information is not being fully exploited for the manufacture of biologics.
According to Dr. Topping, adaptive manufacturing is problematic to implement, because current PAT methods are not up to the task. Dr. Topping says, “Finding the critical quality attributes [CQAs] of biologics is tricky because subtle differences in a product such as glycan variants, oxidized forms. and the effects of aggregation are difficult to measure directly. Also, biologics are complex molecules with a large amount of impurities present at some early process stages, and [there are] variabilities introduced by the raw materials used to make them. Finding analytical instruments that can not only measure these types of things—but are also robust enough to keep working after the occasional knock by a forklift truck in a manufacturing plant—is challenging.”
Adaptive Manufacturing Today
Currently, most adaptive manufacturing in bioprocessing plants are utilizing PAT via spectroscopy methods to determine protein concentration and sensors for simple feedback of dissolved oxygen (DO) and pH to adjust and control the processes. There is a move toward more complex off-gas measurement and feedback with respiration quotient (RQ) calculations using mass spectrometry (MS) online, where feeds are added automatically using the MS data to adjust cell culture conditions.
A nice example of complex adaptive manufacturing at large scale has been described by Eli Lilly, where a Dionex in-line high-performance liquid chromatography (HPLC) system is used for on-line analysis of product purity from process-scale purification columns. The on-line HPLC information is being used to automatically control the collection of peptide products based on direct measurement of product purity and has significantly increased process throughput there.
Dr. Topping concludes: “What Eli Lilly is doing with adaptive manufacturing is still really rare, but as we’re moving beyond manufacturing protein-based blockbuster biologics to making complex, personalized viral vectors and cell therapies, for example, we have to have to look at different ways of doing our real-time analytics and process control in [the] plant.”
Intelligent Automation Control
For PAT to be effectively implemented in the manufacture of biologics, various measurement and control devices, and hence, sophisticated integrated automation, must be available for bioprocessing. Charlotte Ward, Ph.D., research scientist at Synthace explains, “bioprocess development experiments generate huge amounts of complex data, and yet, the way scientists handle this has remained unchanged. People are still manually transferring files between machines or inputting data by hand, something we feel that leads to errors, inefficiencies, and a limit to the complexity of experiments.”
Ward demonstrated how the Antha software platform, a biology-centric operating system developed by Synthace, can integrate and control lab devices and automation (across models and manufacturers) to add in the low-level details (different deck layouts, stock solutions, sample mixing, etc.) necessary to fully automate repetitive biological experiments. Ward adds: “In addition to our proven construct assembly application, we are now developing a vizualization tool within our Antha platform to analyse a bioreactor’s on-line and off-line data sets. We’re testing this with a 12-way ambr® 250 microbioreactor system [from Sartorius] because there’s so much data generated from each microbioreactor. Using Antha saves us time, as it displays all the data in one browser window, allowing us to make decisions on optimal bioprocess parameter conditions more rapidly than with traditional methods.”
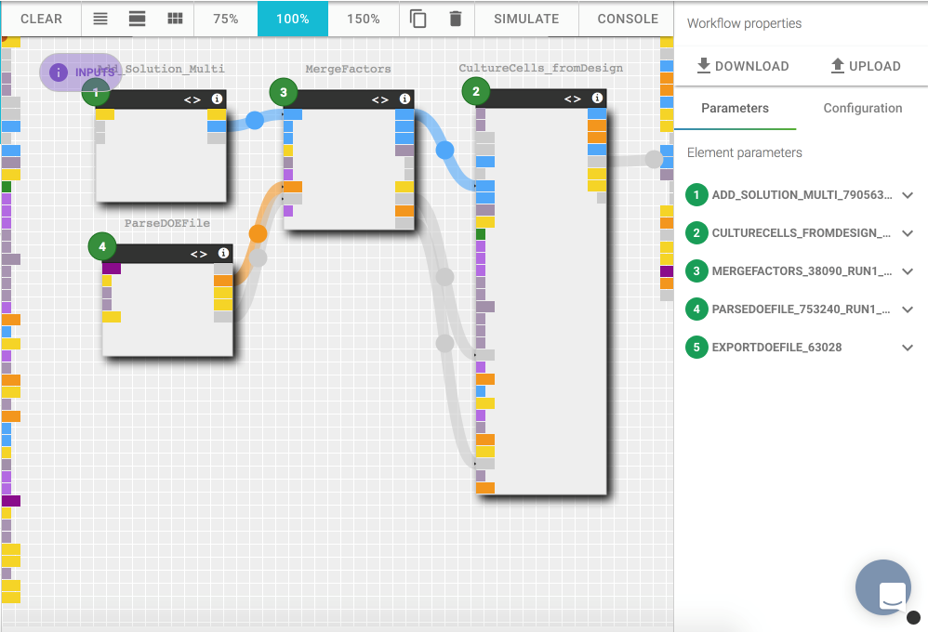
The Antha platform, a cloud-based package that utilizes a drag-and-drop approach to laboratory automation.
Metabolomics: The Way Forward?
Biologics are becoming increasingly complex in terms of therapeutic properties and the conditions required to manufacture them. Therefore, the adoption of adaptive manufacturing with these types of therapies is even more challenging. Damian Marshall Ph.D., head of analytical development at the Cell and Gene Therapy Catapult explains, “PAT has not had much traction so far in the production of cell and gene therapies, which may be due to the wide range of systems used for product manufacturing. Stirred-tank bioreactors provide a lot of opportunities for incorporating PAT sensors for the analysis of multiple analytes, but unfortunately, not many cell therapies are currently compatible with these bioreactor systems. For rocking-motion bioreactors, there are PAT options, such as the BioPAT technology for measuring biomass, but many of the other probe-based sensors are not readily adaptable to this type of bioreactor. For planar cell therapy manufacturing, there are even fewer options—some fluorescent pH and DO sensors could be applied, but these would have to be manually incorporated into the culture system.”
According to Dr. Marshall, Raman spectroscopy, an optical technique that measures scattered laser light, can provide a detailed fingerprint of a sample that could be useful as a PAT method for cell therapy manufacturing. Marshall says: “Raman spectroscopy for use in bioprocessing has improved hugely in the past six years and now offers great potential for real-time monitoring of cell and gene therapies.” Marshall presented results to show that Raman spectroscopy, in conjunction with chemometric models, can measure glucose, lactate, glutamine, and ammonia from patient-specific T cells cultured in stirred-tank bioreactors. Marshall comments: “Using Raman, you do have to do a large amount of pre-process normalization. Also, [if] it does generate 3,000 cells of data every 15 minutes so over a 10-day run, you’re looking at 3 million data points from just one bioreactor. However, by inputting all the data into good statistical models, we have found that Raman can be used for real-time monitoring within the complex culture environment required for immunotherapy production.”
Speakers at the conference concluded that adaptive manufacturing should be more widely adopted to reduce the cost of goods of biologics. They agreed that drivers in future will include the implementation of high-performance, single-use sensors that are compatible with single-use production-scale bioreactors. Dr. Marshall states, “In cell and gene therapy manufacturing, going forward, we could develop soft sensors for PAT using Raman in conjunction with LC/MS data for automated process control. This will help us to understand what our cells are doing and will tell us how we can control the way those cells are behaving.”

BioPAT® ViaMass sensor (Sartorius) for automatic monitoring and control of viable biomass.
According to Nigel Darby, Ph.D., executive advisor at GE Healthcare Life Sciences, by 2022 around 30% of prescription drug revenues will come from the sale of biologics, and monoclonal antibodies could be being used to treat difficult-to-medicate conditions such as Alzheimer’s disease, so deploying cost-effective manufacturing capacity will be critical if they are to be made available worldwide.
Dr. Darby states, “With the approval of two CAR-T therapies in 2017, we are beginning to see the new era of cell and gene therapies. However, there are bioprocess challenges of working in this area, and we should look at designing new processes which build on our successes in monoclonal antibody production, such as using single-use and modular construction technologies to deploy manufacturing capability anywhere in the world. Clearly, we must find ways of improving manufacturing of these therapies to make significant step changes in reducing the cost of goods from their current price point of tens of thousands of dollars if they are to be widely adopted.”
Sue Pearson Ph.D., is a Freelance Writer for GEN.
