
June 15, 2010 (Vol. 30, No. 12)
Elodie De Roo
Julia Tisserand
Christelle Laroche
Eva Carolina Hofmann
Roche Scientists Evaluate the Capabilities of a Dasgip Parallel Bioreactor System
The use of scale-down models is a common practice in the pharmaceutical industry to ensure the performance of particular production systems. The adoption of small-scale systems typically reduces costs and time expenditures in contrast to full-sized prototypes. This concept is widely established in process development, process characterization, process troubleshooting, and raw materials testing experiments.
A standard scale-down model for the manufacturing of recombinant proteins using CHO cells is a 2 L glass bioreactor. Although the key process parameters are comparable between scales, the use of 2 L bioreactors still remains resource and time consuming. Therefore, an alternative system that provides process comparability and ease of use is essential.
As such, scientists at Roche recently evaluated the performance of Dasgip’s 1 L cell-cultivation system (Figure 1) for use as a potential scale-down model.
The Dasgip system uses eight spinner vessels. The spinners are equipped with sensors for pH and DO, a marine impeller, a sparger, and a 0.22 µm vent filter for exhaust gases. The pH level is controlled via NaHCO3 and CO2 gassing.
DO is maintained at a constant level via oxygen enrichment of air and mass-flow adjustment of the total aeration by the MX4/4 controller. The Dasgip MX4/4 is composed of one mass flow controller (MFC) controlling the air, O2, and CO2 flows for each vessel.
A fixed total flow (air + O2) strategy is used to fulfill the cells’ oxygenation need and set to a maximum value to maintain the DO to the defined set point. Oxygen limits in the culture are avoided by automated addition of O2, with the flow only limited to the size of the MFC.
The homogeneity of each suspension culture is maintained via magnetic stirrers below the vessels. These stirrers are individually controlled by the SC8 module. To control the temperature, the vessels and stirrers are located in an incubator.

Figure 1. The 1 L Dasgip cell cultivation system is composed of eight controlled spinners and control modules.
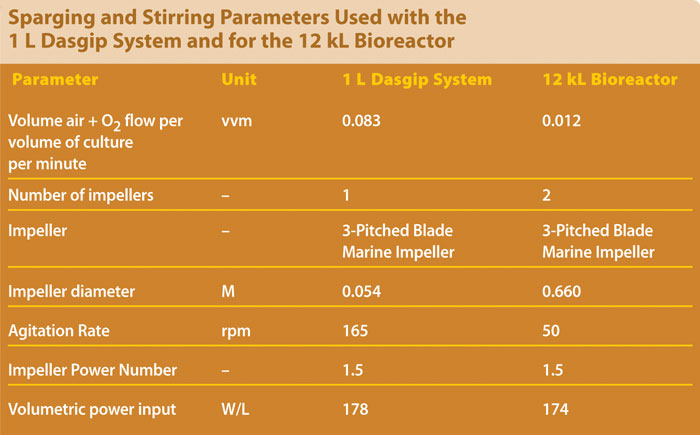
A successful scale-down/scale-up approach requires the transfer of level and control strategies for scale-independent parameters such as pH, DO, and temperature from manufacturing- to model-scale. Then a technical characteristic number is chosen to transfer the remaining parameters; in this study, the volumetric power input was selected.
In accordance with the 2 L scale-down model, the transfer of a constant volumetric power input was applied to the Dasgip system as well. The Table shows the corresponding parameters for the Dasgip system and the manufacturing scales.
To establish a reliable scale-down model, particular attention must be paid to the choice of the right aeration system. Accordingly, three different spargers (open steel pipe, L-sparger, and sintered microsparger—Figure 2) were evaluated regarding their influence on the cell culture’s performance in comparison to the manufacturing scale.
Dasgip spinners were inoculated with cells cultivated under selective pressure. After medium exchange by centrifugation, they were resuspended in 250 mL of production cell culture medium. The production step was performed as a fed batch culture and lasted approximately 14 days. To improve antibody production the process included a temperature downshift to slow down the cell metabolism while supplying the cells with enough nutrients through batch feed or glucose additions.
To monitor cell growth and metabolite levels, cell culture samples were taken and measured off-line. Back-up samples are centrifuged and analyzed using an IgG-HPLC assay with a protein A affinity column for antibody titer determination.
At the end of the production stage, the cells were harvested and separated from the cell culture medium. The harvested cell culture fluid was then further purified through a protein A affinity chromatography step to assess product quality.
The antibody charge distribution (acidic, basic variants, and main peak) was measured using ion-exchange chromatography. In addition, the formation of aggregates was evaluated using size-exclusion chromatography.
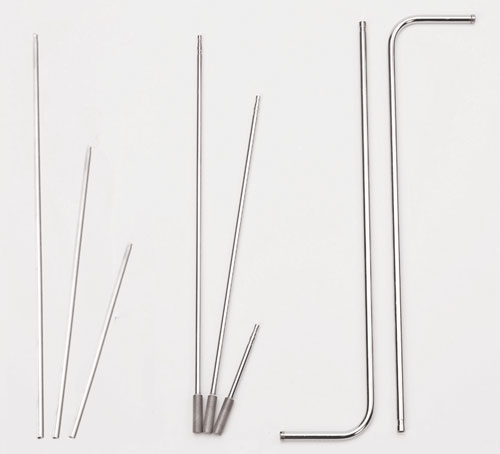
Figure 2. Spargers used in the establishment of the Dasgip system; from left to right: open steel pipe, sintered microsparger, and L-sparger
Results
At first, a decrease in the DO level below the specified set point for all Dasgip vessels during the initial days of the production step was observed. It turned out that the choice of sparger entailed a different maximum gassing rate from manufacturing scale to maintain the DO to set point. The reason for this behavior is the difference between the size of the bubbles produced by the different spargers, which results in diverse bubble residence times.
Since the open steel pipe as well as the L-sparger produce bigger bubbles their gassing rates has to be increased by nearly a factor of six, leading to a final 0.083 vvm, instead of the 0.015 vvm used for the 12 kL bioreactor. The gassing of the vessels using the sintered microsparger, however, could be kept the same. This sparger generates small bubbles transferring oxygen more efficiently to the culture and providing better dissolved oxygen control at low cell density.
For both cultures run with the L-sparger and the open steel pipe (default), cells grew to a maximum viable cell density on day 9, and then entered a stationary growth phase followed by a moderate death phase. These trends are comparable to those observed at manufacturing scale (Figure 3).
The Dasgip system set up with a sintered microsparger exhibited comparable growth until day 5; a more dramatic decrease of viable cell density was subsequently observed. Those findings are caused by the sintered microsparger design: small bubbles provide a greater interfacial area than larger bubbles, leading to a higher oxygen transfer rate. However, smaller bubbles also carry more cells to the top gas-liquid interfacial area, where cell damage occurs due to bubble bursting.
At inoculation, all sparger configurations present lower viabilities than at manufacturing scale (Figure 3). This is due to medium-exchange operations, which are not performed at manufacturing scale.
From day 3 on, the viabilities are comparable between manufacturing scale and all sparger configurations in the Dasgip system, up until day 9 when the loss of viability is more pronounced in the Dasgip system. Here the set up with the L-sparger showed the best results, with viabilities closer to manufacturing scale.
Figure 3 demonstrates that in both Dasgip systems set up with the L-sparger and the open steel pipe, titers are comparable to those obtained at manufacturing scale with slightly higher titers using the L-sparger configuration. Titers are, however, significantly lower with the sintered microsparger configuration due to the lower cell growth and viability.
Finally the product quality attributes were measured only for the Dasgip systems run with the tube open steel pipe and the L-sparger. All product quality attributes were comparable to those obtained at manufacturing scale and within specifications.
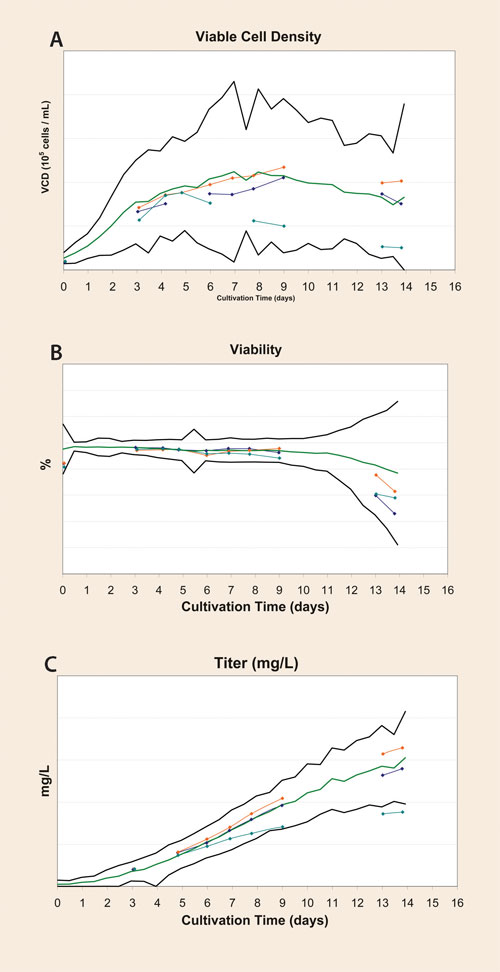
Figure 3. Cell growth (A), viability (B), and antibody titer (C) profiles in the Dasgip system in comparison to the manufacturing historical data ranges; culture run with an open steel pipe (dark blue), an L-sparger (orange), a sintered microsparger (light blue); manufacturing scale averages (green) and the standard deviation (black)
Conclusion
A scale-down model is considered comparable to manufacturing scale when all critical quality attributes—growth, productivity, and product quality—are comparable between scales.
As such, the Dasgip system proved to be a viable alternative to the use of 2 L glass bioreactors as a reliable scale-down model. The L-sparger configuration provided more comparable growth, productivity, and product quality data at manufacturing scale than the default sparger and the sintered microsparger. Its volumetric gas flow rate was higher than at manufacturing scale due to a lower bubble residence time in the system. However, this difference had no impact on process performance.
From an economic standpoint, the Dasgip system proved to be a cost- and time-effective model. The preparation time for the Dasgip vessels is approximately one-third of the time needed to set up a 2 L bioreactor. Moreover, only half the amount of raw materials is needed for the Dasgip system due to its smaller working volume compared to the 2 L glass bioreactor.
Elodie De Roo ([email protected]) is manager of small-scale fermentation, Julia Tisserand is an engineer, Christelle Laroche is cell culture manager, and Eva Carolina Hofmann is biology laboratory assistant all in the production enabling, biotech manufacturing department at Hoffman-La Roche.





