
DPS Group
Three-dimensional (3D) bioprinting is an additive manufacturing process resulting in constructs containing living cells. Key components of this process include bioprinters—devices that work like 3D printers. That is, they create 3D structures by depositing materials in layers on a supporting surface. With bioprinters, the materials that are deposited are bioinks, which contain living cells and/or biocompatible polymer gels that can support living cells.

Advanced Solutions Life Sciences
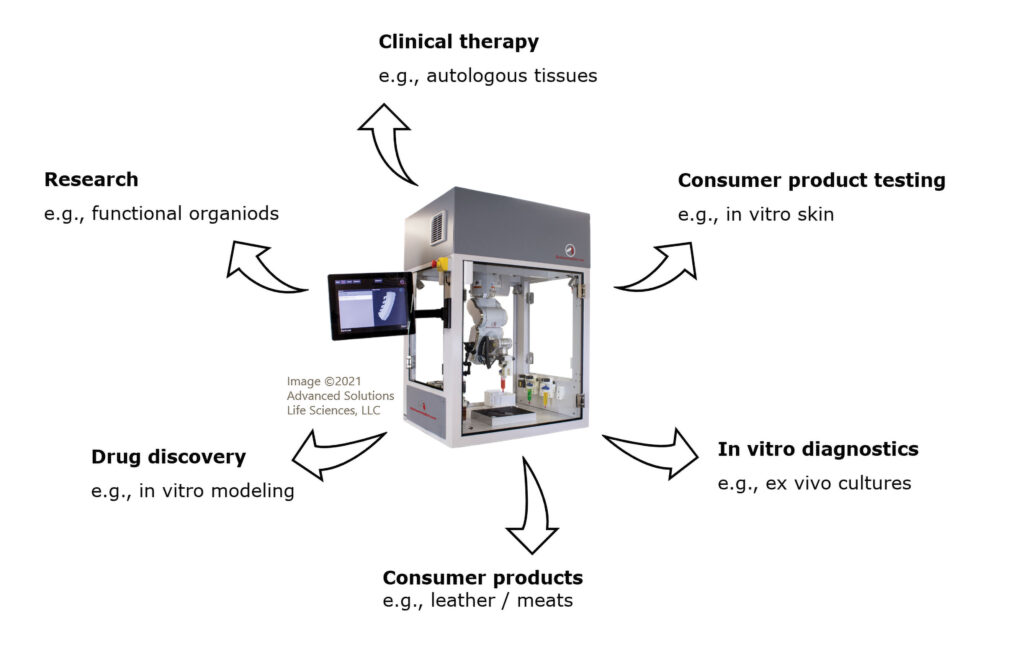
3D bioprinting (3DBP) products are varied and include constructs for research, medical, and consumer products (Figure 1). 3D printing of metals and plastics for medical device applications is already quite mature, with best practices, whitepapers, and guidance for these products being common.1,2 However, such assistance in designing and filing for living-cell-based 3D products is only beginning.
Newer, cell-based medical products such as cell therapies contain living cells. One approach to producing cell therapies at scale is through 3DBP. However, before this approach can be taken, it is necessary to define how 3DBP can complement existing cell therapy production processes.
Production processes for 3DBP and those for cell therapies3 have similarities and differences that should be recognized. Similarities include the use of manipulated cultured cells, the need to distinguish between autologous and allogeneic approaches, and a lack of terminal sterilization potential. Differences include some particulars of the cell manipulations and the product applications.
3DBP facility requirements
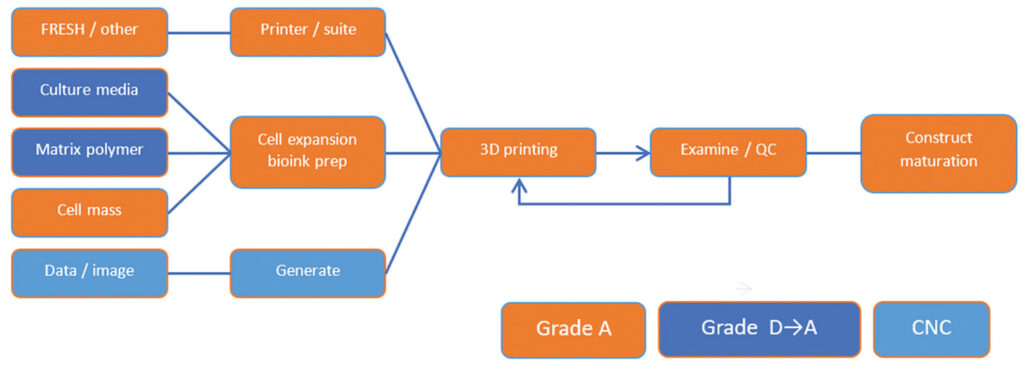
The essential requirements of a 3DBP facility include 1) accessioning and storage of specialty raw materials such as cell culture media; 2) reception and governance of any autologous patient samples, 3) preparation of sterile buffers, matrix solutions, and cell culture media; 4) expansion of cell cultures and preparation of bioinks; 5) aseptic 3D printing; and 6) terminal maturation of the printed construct (Figure 2).
The main technical requirements for a 3DBP facility can include 1) a validated means of patient sample reception, tracking, tracing, and storage; 2) support of the culturing of cells in both the printing process and construct maturation; and 3) design for aseptic transfer, connections, and printing of cultured cells.
Some 3DBP products, such as autologous skin patches, are unique constructs composed of cells harvested from a patient and destined to be returned to that patient. Others, such as printed skin for product safety testing or for the manufacture of consumer products, represent high-throughput manufacturing of thousands of units composed of cells from frozen working stocks. Distinctions in the manufacturing processes and the facility requirements for each naturally reflect these differences.
Environment classification
Product application (for example, leather, meat, or medical device) determines what regulatory standards must be met, yet from a functional perspective, sterility of the production process must simply be ensured. So, drivers of suite classification requirements include production robustness, product safety, and relevant regulatory requirements. As printed products are incapable of being terminally sterilized, a risk-based approach to the choice of suite and operation classification (uncontrolled to ISO-5 or Grade A) is indicated.
Even when the equipment, process flow, and construct-determined environmental classification are identified, local regulations (for example, 21 CFR Part 11, EU MDR, EU IVDR, and CE marking standards) can determine special process and facility requirements. For example, in a medical device, both the intended use and indications for use can have implications for device classification.
EU Annex 1 and ISO 14464-1, for example, provide specifications for cleanrooms and associated controlled environments. The means of establishing local environments of higher classification (via restricted access barrier systems, biosafety cabinets, or pharmaceutical production isolators) may determine suite classification requirements.4
Material preparation
Materials for 3DBP operations include sterile containers, buffers, cell culture media, bioinks, and cells or tissues. Management of raw materials basically follows that of other biomanufacturing processes, as does the formulation of sterile buffers and cell culture media. However, as volume demands for most 3DBP processes are low, most are best served by liquid basal buffers and media.
Printing process support
The field of 3DBP has grown to include subdisciplines of very diverse product types, applications, and manufacturing
approaches. For example, there are now many types of printing technologies, including extrusion, piezoelectric, and laser-assisted technologies. Nevertheless, we can generally define the scope of many 3DBP equipment and facility requirements.
One key consideration in supporting the printing process is the physical size and scheduled throughput of the product. Designs range from unique patient-specific medical constructs to hundreds of multiwall plate-housed analytics. Unique, clinically directed products may have higher environment classification and process requirements, whereas high-throughput products can have higher automation and product storage demands. Depending upon the sophistication of the bioprinter itself, constructs may leave the printing chamber in aseptically closed containers, or they may be exposed, requiring an aseptic environment that meets a high classification standard.
Digital control
There are three kinds of digital technology that are emerging to support 3DBP. First, there is technology for the manipulation of medical images, generation of printing instructions, and creation of workflows.
Second, there is Industry 4.0 technology, which imposes high infrastructure and personnel standards for its design, implementation, and operation, but which also promises a higher degree of automation in manufacturing processes.5 In a process that accords with Industry 4.0 principles, it is best to rely on one integrated software to coordinate activities such as monitoring and control. We anticipate that innovations in artificial intelligence will provide the built-in quality control checks that manufacturers need to meet throughput targets or fulfill regulatory requirements, especially for the more highly regulated products.
Third, there is a modeling technology called discrete event simulation (DES). It can facilitate the optimization of facility layouts and process flows, and it can “right size” support areas.
Process flow
Regardless of the diversity of products and applications, a generic description of the activities that support 3DBP operations is possible. They begin with the timely support of transfer of the bioink from its area of preparation to a higher classification bioprinting stage. Transport of other materials into the printing environment depends upon their size and “closure,” classification requirements, the configuration of the printing stage, and the automation available.
The printing operation itself occurs in an aseptic Grade A type of environment (regardless of its formal classification). This can be provided by a biosafety cabinet or aseptic containment isolator for smaller printers. Alternatively, larger units can be used that provide self-contained HEPA-filtered environments. Suite classification and any required nesting of the classification will depend upon the immediate closure of the printed product, automation of the handling, and validation of printer-provided enclosures (Figure 2).
One low-volume scenario might be a Grade C suite housing a biosafety cabinet providing a Grade A environment for material preparation, benchtop printer operation, and printed construct enclosure. Sealed printed constructs can then be transported to a cell culture incubator for maturation.
A high-volume process might begin with receiving packaged raw materials via a decontamination port in an aseptic containment isolator, with manual preparation and staging of these materials. Their robotic transfer to the printer stage itself would be followed by automated transfer of the printed constructs to an integrated cell culture incubator and/or a confocal, high-content imaging stage.
Biosafety cabinets, restricted access barrier systems, and isolators
Traditionally, the opening of components, the making of aseptic connections, the transferring of fluids, and even the bioprinting of products have been carried out within biosafety cabinets or restricted access barrier systems in Grade B or C suites. Today, process-specific, reconfigurable, and expandable cell culture isolators can provide closed operation in multiple modules.

Bioprinter systems
There are several factors to consider in determining the optimal bioprinter system.6,7 Due to the evolving nature of both products and applications, flexibility to adapt to these changes is key. Modular systems support expandability and reconfiguration based on toolsets that can be created, added, and implemented as needs arise. For example, a new product can pose different materials, processing, or throughput requirements. One way to support such flexibility is via a highly articulated robotic arm-based biofabrication technology.
The methodology of biofabrication will also drive decisions on the optimal technology required. Although many bioprinter systems are built for a single type of deposition, such as extrusion, a robotic-arm-based platform can readily include multiple types of fabrication methods in a single workstation. Also, with the ability to go beyond the Z-axis during the additive manufacturing process, there is more flexibility in the print paths that can be generated and the types of support structures that can be utilized—which will assist in the production of more physiologically relevant ex vivo constructs.
The space available in the immediate printing environment must support the general application at hand, whether fabricating large whole-tissue constructs or multiple multiwell plate assays. Ideally, the bioprinter system is an integral part of, or at least plugged into, this workflow environment. Besides producing multicomponent tissue constructs, a free-standing robotic-arm-based biofabricator platform can also interface with data analytic and incubation systems while maintaining the level of sterility required.
The largest printers cannot be contained, but they provide their own atmosphere conditioning. Smaller bioprinters either provide some abbreviated air handling or easily fit within standard biosafety cabinets or isolators.
Incubators
Standard process requirements, production scales, product dimensions, and automation/isolater requirements dictate incubator specifications.
Conclusion
3DBP technologies are evolving rapidly. In fact, the equipment and facility solutions needed to support advanced, large-scale, and regulated 3DBP manufacturing operations are already being provided by equipment suppliers and third-party contractors.
William Whitford ([email protected]) is life sciences strategic solutions leader at DPS Group. Lehanna Sanders, PhD ([email protected]), is business development manager, Advanced Solutions Life Sciences.
References
1. Committee F42 on Additive Manufacturing Technologies. ASTM International. https://www.astm.org/COMMITTEE/F42.htm. Accessed June 7, 2021.
2. U.S. Food and Drug Administration. Technical Considerations for Additive Manufactured Devices: Guidance for Industry and Food and Drug Administration Staff. FDA-2016-D-1210. Issued May 10, 2016. Accessed June 7, 2021.
3. Cooke S. Facilities for Novel Therapies: Demystifying Design and Engineering Requirements for Cell and Gene Therapy Production. BioProcess International. https://bioprocessintl.com/. Published May 21, 2021. Accessed June 7, 2021.
4. EudraLex – The Rules Governing Medicinal Products in the European Union, Volume 4 – EU Guidelines to Good Manufacturing Practice, Medicinal Products for Human and Veterinary Use, Annex 1 – Manufacture of Sterile Medicinal Products, European Commission (Nov. 25, 2008).
5. Macdonald GJ. Biomanufacturing Makes Sense of the Industry 4.0 Concept. GEN 2020; 40(8 Suppl.): S7–S10.
6. Cadena M, Ning L, King A, et al. 3D Bioprinting of Neural Tissues. Adv. Healthc. Mater. 2020; e2001600.
7. Serpooshan V, Mahmoudi M, Hu DA, et al. Bioengineering cardiac constructs using 3D printing. J. 3D Print. Med. 2017; 1(2). 123–139.




Comments are closed.